






Precision Press Brake Forming for Complex Sheet Metal Parts
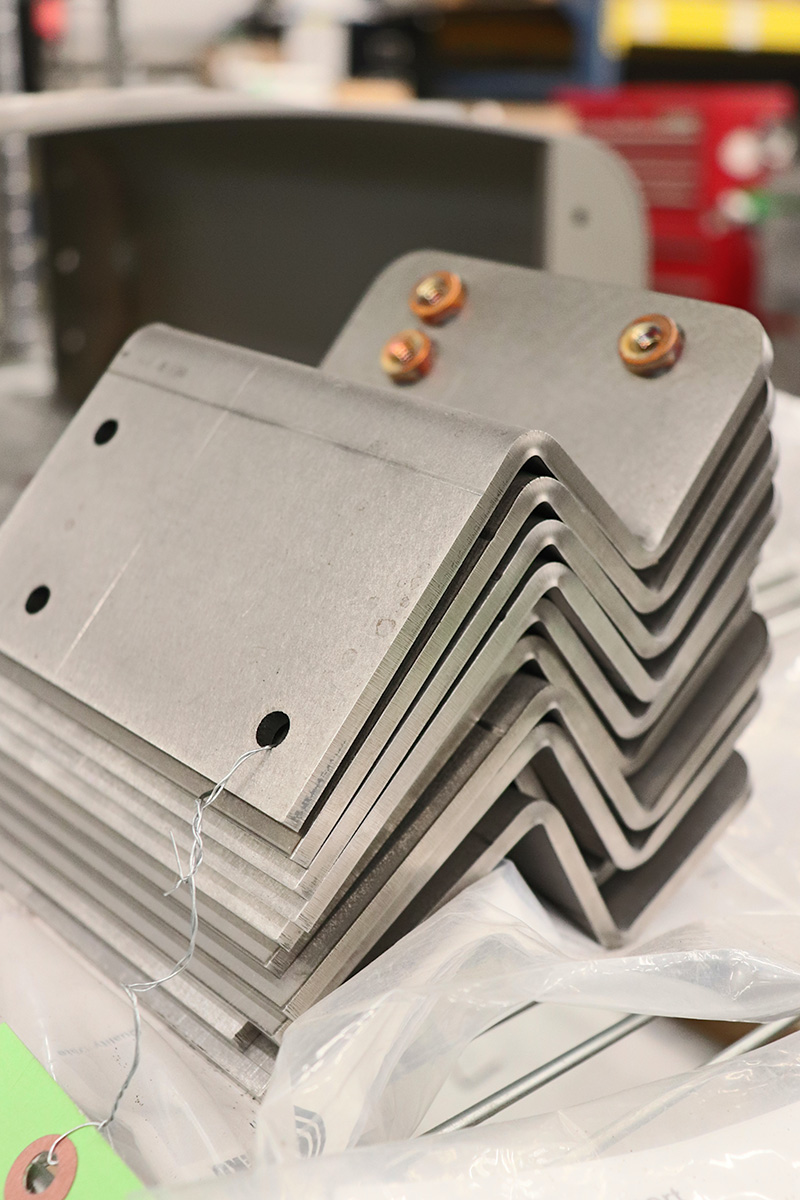
Press brake forming is a core PEKO capability for OEMs that need accurate, repeatable linear bends within a broader sheet metal fabrication program. We produce brackets, supports, channels, flanges, chassis components, formed enclosures and covers, and other sheet metal parts that must fit correctly in larger machines, equipment, assemblies, and systems.
Press brake bending is often one step in a larger manufacturing process, not a standalone task. PEKO supports manufacturability early, then carries parts into related operations such as cutting, welding, finishing, inspection, and assembly when the program requires it. That makes PEKO a strong fit for OEM programs that require precision bends, repeatable bend geometry, and dependable support from prototype through production.
What Is Press Brake Forming?
Press brake forming is a sheet metal process used to create bends by pressing material between a punch and die. The tooling, bend sequence, backgauge setup, and machine control all affect the final angle, bend location, and overall consistency of the part.
This process is well suited to parts built around linear bends rather than rolled curves or highly automated panel-style geometries. It is commonly used for components that need controlled bend lines, dimensional consistency, and reliable fit in downstream manufacturing operations.
When Press Brake Forming Is the Right Method
Press brake forming is a strong fit when a part requires:
- precision bends with controlled bend locations and angles
- repeatable bend geometry across prototypes, production lots, or ongoing orders
- flexibility across part sizes, bend sequences, and revision levels
- brackets, supports, channels, flanges, and other formed features
- formed enclosures and covers that must align with downstream joining or assembly
- a smooth path from prototype through production within one fabrication workflow
Many formed parts appear simple at first glance, but bend order, flange depth, relief design, hole-to-bend relationships, cosmetic requirements, and tolerance stack-up can all affect how well the finished part performs. Press brake forming is often the right choice when those variables need to be controlled without losing flexibility.
Common Press Brake Formed Parts
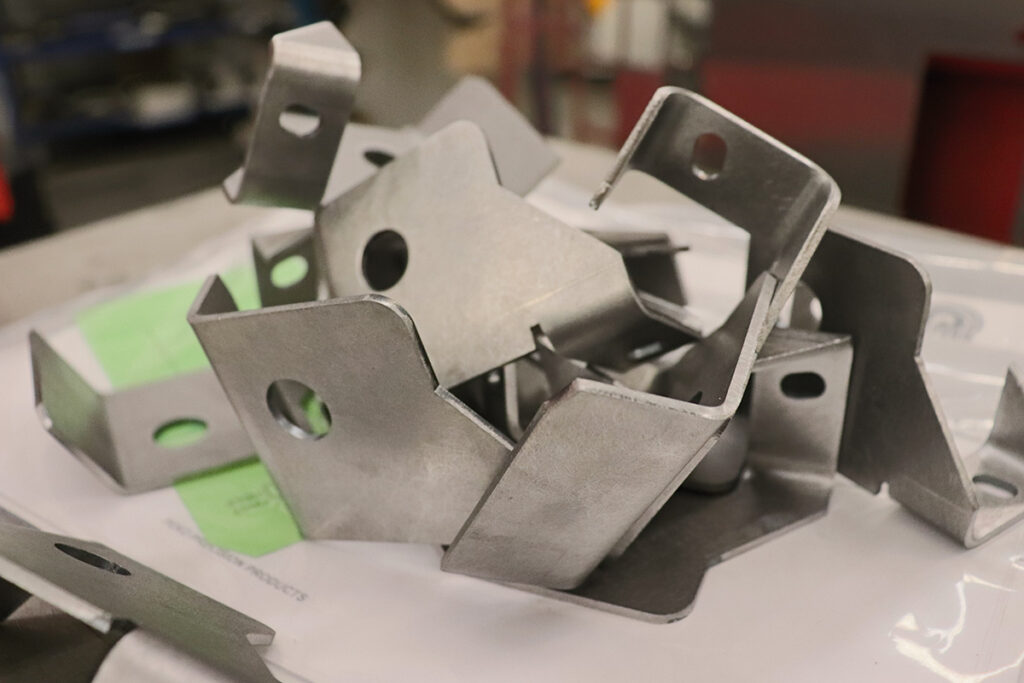
PEKO uses press brake forming to support a wide range of OEM sheet metal parts and subcomponents, including:
- brackets, supports, channels, and flanges
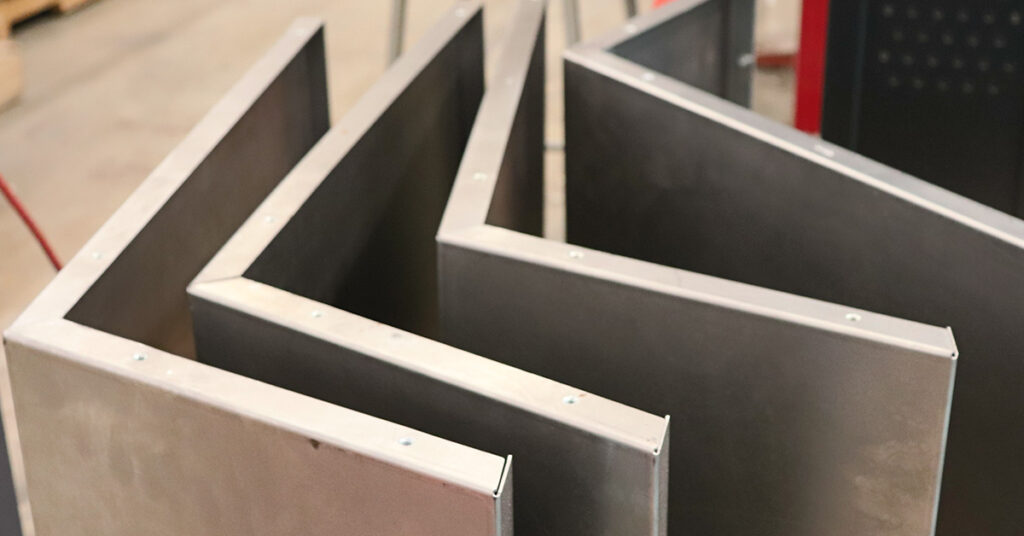
- formed enclosure parts and equipment covers
- chassis components and structural sheet metal members
- mounting features, stiffeners, and angle-formed parts
- cabinet and housing details
- formed parts that move into welded or mechanically assembled subassemblies
These parts are often built for use inside larger products rather than as isolated piece parts. A formed bracket may support a machine subassembly. A channel may become part of a chassis structure. A formed cover may need to align with fastening points, coatings, and final cosmetic requirements. The quality of the bend matters because it affects everything that follows.
Press Brake Forming Within a Broader Fabrication Workflow
For many OEM programs, press brake forming works best when it is connected to the rest of the fabrication process. A part may start as a cut blank, move through forming, then continue into joining, hardware insertion, finishing, or final assembly.
PEKO supports that workflow through related capabilities such as sheet metal engineering, cutting, punching, welding, finishing, and assembly.
Keeping those operations aligned helps reduce unnecessary supplier handoffs and makes it easier to maintain fit, finish, and schedule requirements across the full build.
PEKO’s CNC Press Brake Forming Capacity
PEKO’s CNC press brake forming capability includes multiple Amada press brakes and additional press brake capacity to support a broad range of part sizes and bend requirements. Our equipment range includes 30- to 137-ton capacity, with bed lengths up to 120 inches, giving us the flexibility to support both smaller formed components and larger sheet metal parts that require controlled bend execution.
That range is useful because many OEM programs include more than one part profile. A single build may involve small brackets, longer channels, enclosure details, mounting structures, and revision-driven part changes. CNC press brake forming helps support that variation while maintaining consistent process control.
Manufacturability Support Before Production
Strong press brake results start with part design that accounts for the realities of fabrication. Bend placement, material thickness, inside radius, flange depth, tolerance relationships, reliefs, and downstream weld or hardware access all influence manufacturability.
PEKO works with customers to review those factors early so the part is better prepared for fabrication and production. That is especially important when a design is still evolving, moving through new product introduction, or transferring from another supplier.
Addressing manufacturability up front can reduce avoidable rework, improve consistency, and create a smoother path into production.
Support From Prototype Through Production
PEKO supports press brake forming from prototype through production. That includes early builds, pilot quantities, production transfer, recurring orders, and ongoing manufacturing support.
When a design is still changing, we can help refine the formed part for manufacturability and production readiness. When the product is already established, we can support repeat manufacturing within a controlled fabrication workflow. For programs that fall between those stages, PEKO can bridge the gap with sheet metal prototyping.
Press Brake Forming Vs. Panel Bending
Press brake forming and panel bending both create formed sheet metal parts, but they are not the same process and they are not interchangeable in every application.
Press brake forming is often the better fit when a project requires flexibility across part geometries, controlled linear bends, and a mix of brackets, supports, channels, flanges, and formed subcomponents. It is also a practical choice when bend sequences, tooling choices, and part revisions need to be managed carefully across prototype and production requirements.
Panel bending is typically better suited to certain panel-style parts and production scenarios where automation and repeated bend patterns are the main priority.
For buyers comparing the two, the key question is which process best matches the part geometry, production requirements, and downstream manufacturing plan.
Request a Quote
If you need press brake forming services for OEM sheet metal parts, PEKO can support programs that require accurate bends, manufacturing discipline, and integration with the rest of the fabrication process. Contact us to discuss your part geometry, bend requirements, application, and production needs.